此前我们曾经针对FDM 3D打印切片的主要参数功能做了解析,这次则为大家解析下 LCD光固化3D打印切片中各个参数,帮忙大家更好理解使用切片软件做出精美的模型。
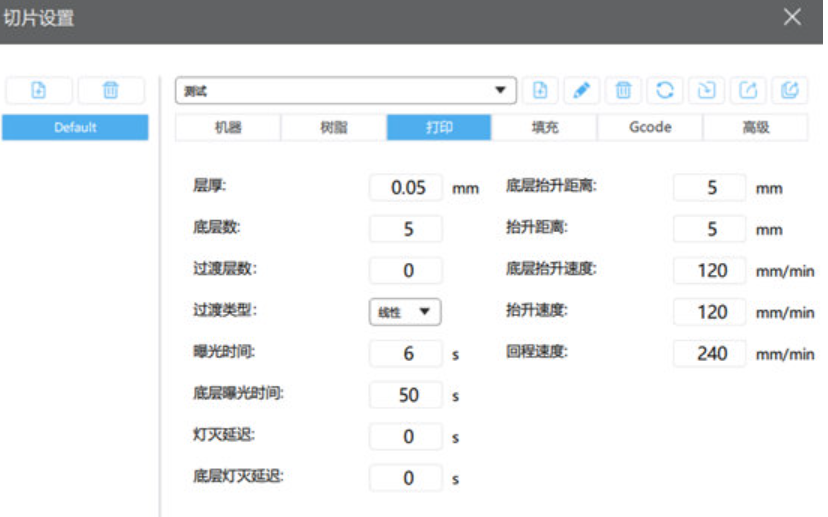
(赤兔软件参数界面)
1、层厚
层厚即每层固化面的厚度,层厚越小,Z轴精度越高,当然打印时间也是倍数增长。层厚的可设置范围为0.025mm-0.2mm,推荐为0.025-0.1。Z轴丝杆最小移动距离为0.025mm,因此低于这个值也只会以0.025的层厚打印。过大的层厚也不合理,因为厚度大可能导致固化光源无法穿透,导致打印失败。
另外,目前市面上的消费级光固化机器XY精度普遍为0.06-0.08mm区间,比最小层厚要大不少。因此和FDM打印类似,推荐模型摆放上让需要有更好精度的区域处于垂直方向。
2、曝光时间
曝光时间即每一层被紫外光照射固化的时间,曝光时间短,则会导致模型固化不完全,出现模型断裂、模型分成片状、模型出现明显层纹、表面发软。而时间过长,则会导致模型膨胀较大,也增加了打印时间。曝光时间和树脂关系很大,不同的树脂最佳曝光时间也不同。要想知道自己使用的树脂的最佳曝光时间,则需要找设备厂商要一个曝光测试模型文件。
如上图中的模型,每块之间的曝光时间是不同的,编号1的块区曝光时间是0.8s+手动改动的时间,即默认0.8s,如果机器上改动了曝光时间为2s,则变成2.8s的曝光时间。编号增加,则依次增加0.4s的曝光时间。通过对比各个块区的实际打印效果便可以知道树脂的最佳曝光时间。
3、底层曝光时间
底层即刚开始打印的层,而不是指模型视角上的“底层”。之所以额外有底层这些参数设定,便是由于需要让底层尽可能好的粘在平台上,避免模型脱落甚至直接打印在离型膜上粘不起来。底层曝光时间一般为普通层曝光的15倍-20倍时间。曝光时间建议可多不可少,过度曝光只会引起底层变脆、过度膨胀以及难以取模,而曝光不足,就直接翻车了。
而要判断底层曝光时间是否过量时,最直观的方法便是观察支撑底层(无底阀)或者底阀。
如图,理论上底阀侧面形状是倒斜面,如蓝色线框,如果底部曝光时间正好或略微过量,则是蓝色或黄色的侧面形状。而如果出现了红色线框这种侧面中间内凹的情况,则说明已经过曝了,可以适当减少底部曝光时间,当然,也可以不管。
4、底层数、过渡层数
如果说为了保证粘平台上,是否只需要首层有足够的曝光时间就可行了呢?当然不行,单层太薄了,强度不够,在我们实际测试1层底层时会出现底层拉变形或者脱落的情况。因此需要增加底层数量,保证足够厚的初始层能够得到充足固化。底层数推荐5-10层,视模型打印中产生的拉拔力来决定,力越大,层要越厚。
过渡层数即这些设定层的曝光时间由底层曝光时间过渡到普通层曝光时间。可设置,可不设置。
5、灯灭延迟、底层灯灭延迟
灯灭延迟的设置时间即模型下降回到离型膜上方停住,到固化光亮起的间隔时间。当模型与离型膜脱离时,会产生空位,假如模型回位时间较短,则可能导致树脂未能及时回流平缓,导致打印失败或者打印层缺失。增加灯灭延时设置,能够让流动性差的材料有足够的时间回流。灯灭延迟、底层灯灭延迟两者区别不大,设置相同时间即可。当然,设置较大的延迟时间意味会增加不少的打印时间。
6、抬升距离、底层抬升距离
抬升距离及拔拉模型时平台上升的距离。离型膜是有很好的弹性的,因此可能会出现模型拉起时,离型膜也同样被拉起,若抬升距离小,离型膜则可能不会和模型脱离,导致打印失败,因此可根据离型膜的松紧程度和使用时间来设置,越松、用得越久,距离要略微增大。
7、抬升速度、底层抬升速度
抬升速度即字面意思。当平台抬升过快时,模型层与层、模型和离型膜之间会产生瞬间的较大的拉拔力,可能会导致模型产生裂纹、断裂、打印层贴离型膜上,甚至扯破离型膜。当打印面积较大的模型时,建议减缓抬升速度。
8、回程速度
回程速度一般不怎么需要改,它可以起到和灯灭延迟同样的效果,减缓的回程速度能够让树脂更好地回流。但不建议为了减少打印时间去增加回程速度,这将有可能导致模型错位、模型震动,甚至上升下降过快,电机反转瞬时扭力大,导致Z轴丢步。